




Roboty magazynowe stanowią kluczowy element nowoczesnych systemów logistycznych, przynosząc rewolucję w sposób, w jaki przedsiębiorstwa przechowują, sortują i transportują towary w obrębie magazynów. Te zaawansowane urządzenia automatyzacyjne są zaprojektowane, aby zwiększyć wydajność, precyzję i bezpieczeństwo procesów magazynowych, redukując jednocześnie koszty operacyjne i zależność od pracy fizycznej.
Roboty magazynowe pełnią wiele kluczowych funkcji w magazynach i centrach dystrybucyjnych. Są one zazwyczaj zaprogramowane do wykonania następujących zadań.
Automatyzacja przewozu materiałów
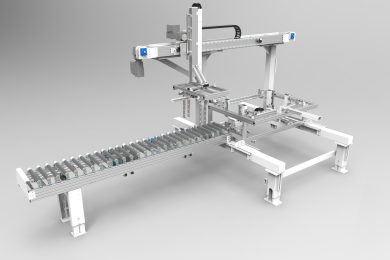
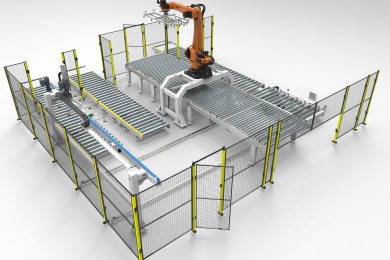
Jedną z głównych funkcji robotów magazynowych jest transport materiałów w obrębie magazynu. Mogą one przemieszczać produkty między strefami załadunku i rozładunku, a także dostarczać towary do stacji pakowania i wysyłki. Roboty te zwykle wykorzystują zaawansowane systemy nawigacji, aby unikać przeszkód i efektywnie poruszać się po magazynie.
Zwiększenie wydajności przyjęcia i wydania towarów
Roboty magazynowe przyspieszają procesy przyjmowania towarów i ich wydawania. Przez automatyzację tych procesów, magazyny mogą szybciej reagować na zapotrzebowanie rynku, minimalizując czasy oczekiwania na załadunek i rozładunek.
Optymalizacja przestrzeni magazynowej
Dzięki zdolnościom do precyzyjnego ustawiania i odbierania towarów z wysokich regałów, roboty magazynowe mogą lepiej wykorzystać dostępną przestrzeń magazynową. To z kolei przekłada się na lepszą organizację i możliwość przechowywania większej ilości towarów w mniejszej przestrzeni.
Poprawa zarządzania zapasami
Roboty magazynowe często integrują się z systemami zarządzania magazynem. Automatyzacja tego procesu znacząco poprawia dokładność danych magazynowych, redukując błędy w inwentaryzacji i ułatwiając podejmowanie decyzji logistycznych.