




Wraz z postępem technologicznym i rosnącymi wymaganiami rynkowymi, tradycyjne metody zarządzania magazynem stają się coraz mniej efektywne. W odpowiedzi na te wyzwania, coraz częściej wykorzystuje się roboty magazynowe – zaawansowane maszyny autonomiczne, które wykonują różnorodne zadania w magazynach. W tym artykule przyjrzymy się bliżej temu tematowi, omawiając definicję, rodzaje i korzyści związane z wykorzystaniem robotów magazynowych.
Definicja robotów magazynowych
Roboty magazynowe to autonomiczne maszyny, które wykonują zadania związane z przenoszeniem, sortowaniem, składowaniem lub zbieraniem produktów w magazynach. Wyposażone w zaawansowane systemy nawigacyjne, czujniki i programowalne sterowniki, roboty magazynowe są zdolne do samodzielnego poruszania się po magazynie, identyfikowania i manipulowania towarem.
Rodzaje robotów magazynowych
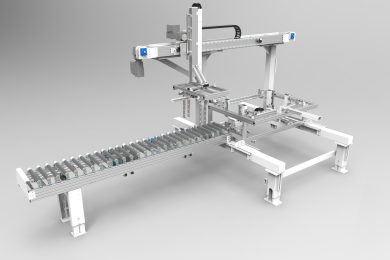
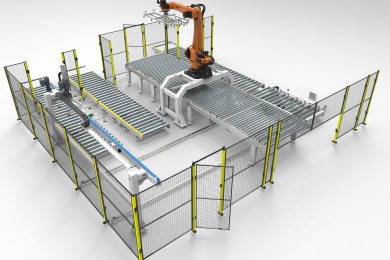
- Roboty wózkowe: Roboty wózkowe to mobilne platformy wyposażone w ramiona manipulacyjne lub systemy przenoszenia. Są zdolne do przenoszenia palet, kontenerów lub innych jednostek ładunkowych w magazynie. Mogą być programowane do wykonywania zadań takich jak załadunek i rozładunek, transport wewnątrz magazynu czy składowanie towarów na półkach.
- Roboty sortujące: Roboty sortujące są specjalnie zaprojektowane do efektywnego sortowania i kierowania produktów do odpowiednich miejsc w magazynie. Wyposażone w systemy wizyjne, czytniki kodów kreskowych i inne technologie, roboty sortujące są w stanie identyfikować i klasyfikować produkty, a następnie skierować je do odpowiednich lokalizacji.
- Roboty zbierające: Roboty zbierające są przeznaczone do kompletowania zamówień w magazynie. Wykorzystując technologie wizyjne i systemy nawigacyjne, roboty zbierające mogą samodzielnie identyfikować i pobierać produkty z różnych lokalizacji w magazynie, tworząc kompletne zamówienia.
Korzyści z wykorzystania robotów magazynowych
- Zwiększenie wydajności: Roboty magazynowe są znacznie szybsze i precyzyjniejsze niż praca ręczna. Dzięki temu możliwe jest zwiększenie wydajności i przepustowości w magazynie. Roboty mogą pracować przez dłuższe godziny bez zmęczenia, co przekłada się na szybsze i bardziej efektywne wykonywanie zadań związanych z przenoszeniem, sortowaniem i kompletacją towarów.
- Redukcja błędów: Praca człowieka może być podatna na błędy, które mogą prowadzić do nieprawidłowego sortowania, pomyłek w kompletacji zamówień czy uszkodzenia towarów. Roboty magazynowe eliminują ten problem, wykonując zadania z precyzją i dokładnością. Minimalizuje to ryzyko błędów i zwiększa jakość obsługi klienta.
- Optymalizacja przestrzeni: Roboty magazynowe są projektowane tak, aby maksymalnie wykorzystać dostępną przestrzeń magazynową. Są w stanie poruszać się wąskimi przejściami i składować towary na wysokościach, co pozwala na optymalne wykorzystanie przestrzeni składowej. Dzięki temu można zwiększyć pojemność magazynu i zredukować koszty związane z wynajmem większej powierzchni.
- Poprawa bezpieczeństwa: Roboty magazynowe są wyposażone w zaawansowane systemy bezpieczeństwa, które chronią zarówno pracowników, jak i same roboty. Wyposażone są w czujniki wykrywające przeszkody, systemy alarmowe oraz funkcje awaryjne. To minimalizuje ryzyko wypadków i zapewnia bezpieczne środowisko pracy.
- Elastyczność i skalowalność: Roboty magazynowe są elastycznymi rozwiązaniami, które można łatwo dostosować do zmieniających się potrzeb magazynu. Mogą być programowane i reprogramowane w celu obsługi różnych typów towarów i zmieniających się procesów magazynowych. To daje przedsiębiorstwom elastyczność i skalowalność w zarządzaniu magazynem.
Przykłady zastosowania robotów magazynowych
- Przemysł e-commerce: W branży e-commerce, gdzie szybkość i dokładność są kluczowe, roboty magazynowe są wykorzystywane do obsługi zamówień, sortowania i kompletacji produktów. Przyspieszają procesy logistyczne i umożliwiają szybką obsługę dużej liczby zamówień.
- Przemysł logistyczny: W obszarze logistyki, roboty magazynowe są wykorzystywane do załadunku i rozładunku towarów, przenoszenia ich w magazynie, sortowania oraz tworzenia zestawów do wysyłki. Skracają czas i koszty związane z obsługą towarów.
- Przemysł farmaceutyczny: W branży farmaceutycznej, precyzja, bezpieczeństwo i kontrola jakości są niezwykle ważne.